| nożyce gilotynowe | maszyna do cięcia belek wahadłowych, | |
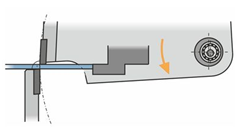
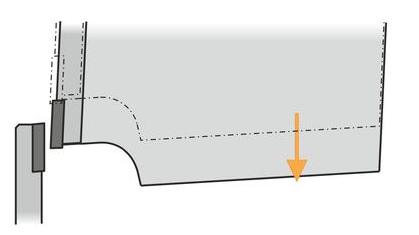
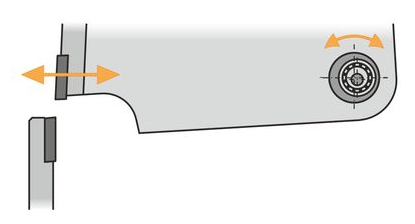
| Kierunek ruchu wiązki | górna belka porusza się prosto | wahacz porusza się z górnym ostrzem po łuku kołowym |
| Uchwyt ostrza | Uchwyt ostrza nożyc gilotynowych porusza się pionowo i liniowo w stosunku do dolnej krawędzi ostrza, aby zapewnić, że arkusz nożyc jest skręcony i odkształcony z małą prostoliniowością i dokładniej. | Korpus uchwytu ostrza nożycy wahadłowej jest zakrzywiony i wykorzystuje kontakt z punktem łuku, aby zapewnić prostoliniowość ścinanego materiału. |
| Penetracja górnego ostrza | Górne ostrze penetruje materiał z przesunięciem (luzem ostrza) do dolnego ostrza. ● Ukośna, złamana linia cięcia. ● Większy zadzior, zwłaszcza gdy ostrza nie są ostre.
| Górne ostrze wbija się w blachę nad dolnym ostrzem. ● Czyste, prostopadłe cięcie prawie bez zadziorów.
|
| Ostrze górne i dolne | ● Górne i dolne ostrze ocierają się o siebie, gdy prześwit między ostrzami jest niski, co powoduje stępienie ostrzy. ● Wymagana częsta wymiana ostrza.
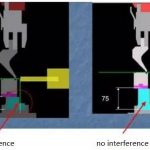
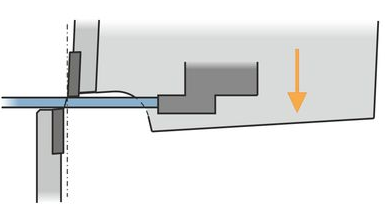
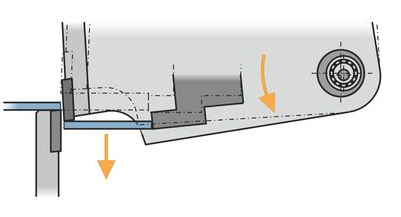
| ● Cięcie wykonuje się ruchem obrotowym belki wychylnej. Po wykonaniu cięcia górne ostrze odsuwa się od dolnego ostrza. Zapobiega zakleszczeniu blanku pomiędzy dolnym ostrzem a ogranicznikiem. ● Nie ma potrzeby częstej wymiany ostrza.
|
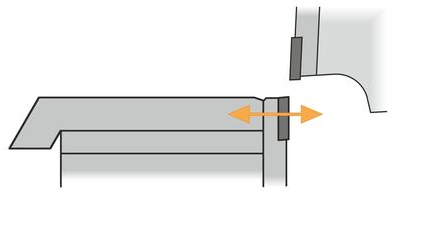
| Regulacja luzu ostrza | ● Żmudna i kosztowna regulacja luzu poprzez zmianę położenia stołu nożyc. ● Długie przestoje. ● Często kompromisy w jakości cięcia.
| ● Luz tarczy można łatwo regulować, obracając mimośrodową szczelinę cięcia. ● Krótkie czasy konfiguracji. ● Automatyczna regulacja w maszynach o większej wydajności.
|
| Przekrój ostrza | Kwadrat | Czworoboczny kształt w kształcie rombu |
| Tor ruchu ostrza | Ostrze porusza się w pionie | Ostrze porusza się po lekkim łuku podczas cięcia płyty. |
| Płaszczyzny wymiany ostrza | Cztery płaszczyzny ostrza można wymieniać. | Dwie płaszczyzny ostrza mogą być używane zamiennie. |
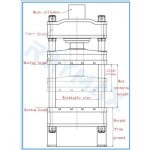
| Stabilność | Gdy maszyna pracuje, cylindry olejowe na obu końcach napędzają górne ostrze, poruszając się liniowo w górę iw dół, zachowując dużą stabilność. | Gdy maszyna pracuje, cylindry olejowe na obu końcach napędzają górne ostrze, aby poruszać się w górę iw dół po łuku. Dlatego stabilność nie jest tak dobra, jak w przypadku nożyc gilotynowych. |
| Grubość desek do krojenia | Hydrauliczne nożyce gilotynowe nadają się do cięcia desek powyżej 10mm. | Nożyce obrotowe nadają się do cięcia cienkich blach poniżej 10 mm (w tym 10 mm). |
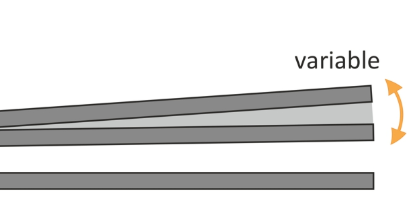
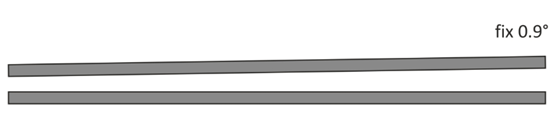
| Kąt ścinania | Kąt ścinania nożyc gilotynowych można regulować. | Kąt ścinania nożyc wahadłowych jest stały i nie można go regulować. |
| Cięcia | Twist cięcia Hydrauliczne nożyce gilotynowe wykorzystują zmienny kąt natarcia. Niski kąt natarcia do cienkich materiałów. Wysokie kąty natarcia do grubszych materiałów. Maszyny mogą być lżejsze. Rezultatem są skręcone części z wąskimi paskami.
| Cięcia bez skręcania Cięcie belki wahadłowej wymaga konstrukcji nożyc samojezdnych. Powodem jest niski kąt natarcia, który jest ustalony dla każdej grubości materiału. Niski kąt natarcia powoduje, że części nieskręcające się zaczynają się od około 10-15 x grubość blachy.
|
Produkty powiązane
 Jak wyregulować szczelinę ostrza nożyc hydraulicznych?
Jak wyregulować szczelinę ostrza nożyc hydraulicznych?- Obsługa i konserwacja hamulca do blachy CNC
- Hydrauliczna nożyce gilotynowe QC11Y
- Jak obsługiwać nożyce gilotynowe?
- Codzienna konserwacja maszyny do cięcia laserem światłowodowym CNC
- Konserwacja hydraulicznej prasy mechanicznej
- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?
- Jak wykonać kompensację ugięcia giętarki do blachy CNC?
- Hydrauliczna nożyce gilotynowe E21S