Zaleta hydraulicznej prasy krawędziowej CNC

1. Łatwa obsługa
Prasa krawędziowa CNC jest bardzo łatwa w obsłudze i jest maszyną mniej pracochłonną. Operator może więc obsługiwać jednocześnie wiele maszyn. Maszyny te można po prostu obsługiwać za pomocą dotyku, dotyku i dźwięku operatora. Poza tym są bardzo przyjazne dla użytkownika i mają bardzo wydajny system sterowania.
2. Elastyczne programowanie
Elastyczne programowanie prasy krawędziowej CNC umożliwia operatorowi sterowanie maszyną w prostym języku angielskim lub innym odpowiednim języku.

Różne rodzaje operacji, które można wykonać, są również dostępne jako opcje w menu. Po wybraniu żądanej operacji na ekranie pojawia się kolejna lista pytań dotyczących czasów cyklu, materiałów, ciśnień i innych elementów związanych z procesem produkcyjnym. A po tym, jak operator wprowadzi odpowiedzi do maszyny, wartości są wyświetlane na ekranie w celu potwierdzenia przed rozpoczęciem powiązanego zadania.
3. Nowoczesny design
Prasa krawędziowa CNC posiada nowoczesną konstrukcję, która umożliwia operatorowi łatwe ustawienie sekwencji gięć. Pomaga również operatorowi w szybkim wytworzeniu wymaganego produktu. Ponadto operator nie musi już szacować wymaganego nacisku, aby uzyskać określony stopień zgięcia. Nawet inne czynniki, takie jak długość kołnierza, rodzaj materiału, grubość i stopień gięcia, można bezpośrednio wprowadzić do jednostki sterującej CNC. Produkowaną część można również oglądać w gotowej wersji 2D lub 3D. Poza tym, po zaprogramowaniu pierwszej części na maszynie lub przez komputer offline, mniej wykwalifikowany operator może również łatwo wyprodukować kolejne części.

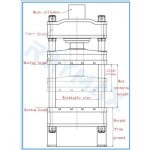
4. Na płytkach „C” po obu stronach są zainstalowane dwie podziałki liniowe.
Mocujemy go na stole roboczym, aby wyeliminować efekt ugięcia podczas pracy. Skala liniowa sprawdzi obie końcowe pozycje suwaka (Y1, Y2) i wyśle sygnał. Po wzmocnieniu przez wzmacniacz CNC sygnał zostanie zwrócony do komputera. Wtedy komputer będzie kontrolował ilość oleju, który ma dostać się do cylindrów. Tak więc równoległość pamięci RAM i stołu roboczego może być kontrolowana poniżej ± 0,01 mm.
5. Wszechstronność: Wyginaj dowolną grubość i rodzaj materiału (w granicach fizycznych hamulców), w tym złożone części, takie jak elektroniczna obudowa/wsporniki.
6. System DELEM posiada funkcje automatycznego testowania i autodiagnostyki. Programowanie obejmuje również rozmiary płyt do gięcia, wymiary obrabianego przedmiotu i wybór narzędzi. Następnie system CNC może automatycznie obliczyć siłę zginania i położenie tylnego zderzaka i suwaka. Można było również obliczyć czas przebicia i wciśnięcia tarana. Doskonałej jakości elektrohydrauliczny zawór proporcjonalny może zapewnić synchronizację obu cylindrów, a także dobrą zdolność do radzenia sobie z mimośrodowym obciążeniem.

7. Tylny miernik przyjmuje toczną śrubę kulkową i prowadnicę toczną, dzięki czemu precyzja powtarzalnego pozycjonowania osi X może osiągnąć ± 0,1 mm. Pełna maszyna jest wyposażona w osłonę bezpieczeństwa i blokadę, aby chronić operatora przed obrażeniami.
8. Główne części ślizgowe, takie jak cylindry, tłoczysko, prowadnica, są zabezpieczone przed zużyciem.
9. System CNC będzie kontrolować skok prasy hydraulicznej CNC prasy krawędziowej i tylnego zderzaka z dobrą precyzją.
Wada hydraulicznej prasy krawędziowej CNC
1. Obchodzenie się z materiałami: Trudności w obsłudze materiałów z dużymi arkuszami
2. Oprzyrządowanie: wymagane oprzyrządowanie dolne i górne
3. Długość kołnierza musi rozciągać się w poprzek matrycy podczas całej operacji gięcia, ograniczając rozmiar kołnierza
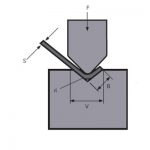
4. Sprężyna powrotna: pod koniec gięcia następuje powrót sprężynowania z powodu powrotu odkształcenia sprężystego, jak pokazano na rysunku 1. Zjawisko odbicia bezpośrednio wpływa na dokładność wymiarową przedmiotu obrabianego i musi być kontrolowane. Podejmowane w tym zakresie środki procesowe to: ① Metoda kompensacji kąta. Jeśli kąt gięcia przedmiotu obrabianego wynosi 90 °, giętarka pod szczeliną (w kształcie litery V) można wybrać kąt otwarcia 78 °.

Rysunek 1
Czas sprężania zwiększa się metodą korekcji. Wykonaj korektę nacisku na końcu gięcia, aby wydłużyć czas kontaktu górnej matrycy, przedmiotu obrabianego i dolnego rowka giętarki, aby zwiększyć stopień odkształcenia plastycznego na zaokrągleniu dolnego rowka, tak aby tendencja włókien do odbicia w strefie rozciągania i ściskania jest przeciwstawny, zmniejszając w ten sposób bombę powrotną.
Produkty powiązane
 Zasada działania i skład giętarki do pras krawędziowych CNC
Zasada działania i skład giętarki do pras krawędziowych CNC- WILA Wydajne rozwiązanie w zakresie gięcia blach średnich i grubych
- Jak wybrać tonaż hydraulicznej prasy krawędziowej?
- Top 10 chińskich producentów pras energetycznych
- Jak wybrać odpowiednią hydrauliczną prasę krawędziową CNC?
- 4 kroki, aby poznać system E21 giętarki do blachy CNC
- Co to jest ukoronowanie prasy krawędziowej?
- Jak obsługiwać nożyce gilotynowe?
- Konserwacja hydraulicznej prasy mechanicznej
- Zasady bezpiecznej obsługi prasy hydraulicznej