Płyty średnie i grube są szeroko stosowane w różnych dziedzinach jako części obciążeniowe, takie jak buldożery, koparki, ładowarki, wagony kolejowe oraz inne maszyny budowlane i lokomotywy. Płyty średnie i ciężkie zwykle odnoszą się do płyt metalowych o grubości od 4,5 do 25 mm. Metody formowania blach średnich i ciężkich obejmują głównie: formowanie na prasie krawędziowej, formowanie na maszynach walcowniczych i formowanie na prasie. Gięcie (składanie) jest szeroko stosowaną i obfitą metodą formowania linii produktów dla średnich i grubych płyt.
Trudności związane z gięciem blach to długie przedmioty obrabiane, wysokie ciśnienie, trudne formowanie, niska wydajność i trudna do kontrolowania precyzja. Efekt końcowy gięcia to kompleksowe odzwierciedlenie parametrów materiału, parametrów procesu oraz parametrów formy. Rozsądne zaprojektowanie tych parametrów jest kluczem do poprawy wydajności gięcia blach średnich i grubych.

Tonaż prasy krawędziowej (giętarka do pras krawędziowych)
Pierwszym problemem, przed jakim stoi gięcie blach grubych i średnich, jest dobór tonażu giętarki do pras krawędziowych oraz to, czy nośność osprzętu i formy spełnia wymagania.
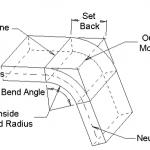
Siła F jest przykładana przez prasę krawędziową, aby napędzać wzajemny ruch między górną i dolną formą, tym samym wyginając płytę. W przypadku gięcia blach ze stali węglowej pod kątem 90°, WILA podaje empiryczną wartość obciążenia naprężenia płyty, jak pokazano w Tabeli 1. Gdy grubość stali węglowej wynosi 20 mm, można wybrać dolną matrycę o V=160 mm. W tym czasie siła obciążenia giętarki wynosi 150t/m.
F=siła na jednostkę długości (t/m);
S= grubość materiału (mm);
ri= promień gięcia narożnika wewnętrznego (mm);
V= rozmiar otworu dolnego matrycy (mm);
B= najkrótsza krawędź kołnierza (mm) );
aluminium: F×50%;
stop aluminium: F×100%;
stal nierdzewna: F×150%;
tłoczenie i gięcie: F×(3~5)

Ciężki zacisk hydrauliczny
Metody nośne ciężkich górnych docisków hydraulicznych WILA obejmują obciążenie od góry i ramię, a maksymalne obciążenie wynosi odpowiednio 250t/m i 800t/m. Powierzchnia nośna oprawy wykorzystuje technologię głębokiego hartowania CNC. Twardość Rockwella wynosi 56~60HRC, a głębokość hartowania do 4mm, co zapewnia wysoką twardość i dużą odporność na zużycie. Zacisk hydrauliczny wykorzystuje hydrauliczne szybkie zaciskanie, a rozszerzenie węża hydraulicznego napędza ruch kołka zaciskowego, dzięki czemu forma jest automatycznie osadzona, a linia gięcia jest automatycznie wyśrodkowana. W przypadku formy do gięcia o łącznej długości 6 metrów pełne zaciśnięcie hydraulicznego mocowania zajmuje tylko około 5 sekund, a wszechstronna wydajność użytkowania jest 3 ~ 6 razy wyższa niż w przypadku zwykłego ręcznego systemu mocowania.

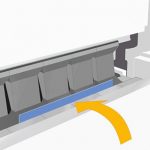
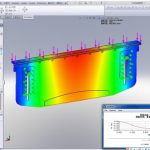
Stół do kompensacji ciężkich maszyn
W przypadku gięcia średnich i grubych blach, nowa wersja wytrzymałego mechanicznego stołu kompensacyjnego WILA może nie tylko łatwo spełnić wymagania dotyczące obciążenia, ale także skompensować ugięcie i odkształcenie giętarki. Stół warsztatowy z kompensacją mechaniczną przyjmuje mocowanie hydrauliczne, dokładność powierzchni może osiągnąć ± 0,01 mm, twardość Rockwella wynosi 56 ~ 60 HRC, a głębokość hartowania wynosi do 4 mm. Stół warsztatowy kompensacji mechanicznej przyjmuje uniwersalny interfejs instalacyjny UPB firmy WILA, który jest łatwy w instalacji i ma wyższą dokładność. Posiada również własne regulacje kierunku Tx i Ty, które mogą zapewnić, że stół warsztatowy i tylny zderzak pozostaną równoległe w kierunku przednim i tylnym, a także mogą wykonywać lokalną korekcję odchylenia kątowego.

Ciężka matryca / oprzyrządowanie do gięcia
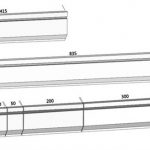
Ze względu na grubość płyty do gięcia średnich i grubych płyt wybiera się zazwyczaj dolną formę o większym rozmiarze otworu (V24~V300) oraz formę o większej nośności. Ogólne wymiary formy są na ogół duże, a waga formy przekroczyła normalną zdolność obsługi operatora. Za pomocą łożysk tocznych, opatentowana technologia WILA E2M (Easy to Move) umożliwia operatorom wygodne, bezpieczne i szybkie przenoszenie ciężkich form do gięcia, co znacznie skraca czas wymiany formy i regulacji maszyny.
Możemy dostarczyć formy do gięcia o różnych kształtach noży i dolnych otworach formy, które odpowiadają potrzebom klientów, takie jak noże proste, buławy typu „gęsia szyja”, formy do filetowania i formy multi-V. Dzięki precyzyjnemu szlifowaniu kluczowych części dokładność wymiarowa formy wynosi nawet ± 0,01 mm. Dzięki przetwarzaniu technologii głębokiego hartowania i hartowania CNC twardość formy może osiągnąć 56 ~ 60HRC, a głębokość utwardzonej warstwy może osiągnąć 4 mm.

Do gięcia średnich i grubych płyt o różnych grubościach, WILA dostarcza również formy Multi-V, które są dostępne w dwóch formach: automatycznie regulowany port V i ręcznie regulowany port V, jak pokazano na rysunku 6. Poprzez silnik sterowany numerycznie lub blok regulacyjny, rozmiar otworu V dolnej formy można dowolnie regulować zgodnie z charakterystyką płyty, co jest szczególnie odpowiednie do gięcia średnich i grubych płyt o wysokim odbiciu i wysokiej wytrzymałości. Jednocześnie forma Multi-V jest wyposażona w utwardzone rolki o niskim współczynniku tarcia, co może znacznie zmniejszyć zewnętrzne fałdy gięcia części, a jednocześnie może zmniejszyć gięcie o 10% ~ 30% w porównaniu z tradycyjna dolna forma.

Produkty powiązane
 Jak wybrać tonaż hydraulicznej prasy krawędziowej?
Jak wybrać tonaż hydraulicznej prasy krawędziowej?- Wykorzystaj umiejętności giętarki CNC
- Zasada działania i skład giętarki do pras krawędziowych CNC
- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Konwencjonalna sekwencja gięcia i codzienna specyfikacja formy do gięcia
- Dlaczego warto dodać system kompensacyjny do maszyny do gięcia na prasie krawędziowej?
- Jak obliczyć naddatek na gięcie dla prasy krawędziowej?
- Chiny Formy do gięcia pras krawędziowych
- Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?
- Zalety i wady prasy krawędziowej