Giętarka do pras krawędziowych wykonuje głównie gięcie blachy w linii prostej. Stosując proste formy i urządzenia procesowe, blacha może być sprasowana do określonego kształtu geometrycznego, a także może być przetwarzana przez rozciąganie, dziurkowanie, dziurkowanie i prasowanie pofałdowania. W rzeczywistej produkcji prasa krawędziowa CNC służy głównie do realizacji gięcia różnych kształtów geometrycznych metalowych pudełek, skorup pudełek, belek w kształcie litery U i prostokątów. Jego przetwarzanie ma zalety wysokiej prostoliniowości gięcia, brak śladów zębów, brak łuszczenia, brak zmarszczek itp.
Wraz z ciągłym rozwojem technologii wytwarzania giętarek CNC, jej zalety, takie jak wysoka dokładność pozycjonowania, wygoda, kompensacja zakłóceń przy zerowej aktywności oraz dobra konsystencja przetwarzanych produktów są coraz bardziej preferowane przez większość firm produkujących blachy. Jednak przy ograniczonych życzeniach, jak lepiej wykorzystać giętarkę i w pełni wykorzystać jej funkcje i zalety, stało się problemem, na który zwracają uwagę producenci korzystający z pras krawędziowych CNC i pilnie muszą go rozwiązać. W długotrwałym procesie produkcji i użytkowania firma Zhongrui skutecznie rozszerzyła funkcje giętarki i zgromadziła doświadczenie poprzez dodanie oprzyrządowania pomocniczego, przekształcenie istniejących form i elastyczne korzystanie z witryny. W tym artykule jako przykład posłużono się prasą krawędziową CNC firmy Zhongrui DA66T i szczegółowo przedstawiono jej zastosowanie.
Dodaj oprzyrządowanie pomocnicze
Jeśli chcesz, aby prasa krawędziowa była elastyczna i łatwa w użyciu, niezbędne jest dodanie oprzyrządowania pomocniczego. Zwiększenie oprzyrządowania pomocniczego może nie tylko rozszerzyć zakres obróbki giętarki CNC, ale także poprawić wydajność obróbki.
1) Płyta przejściowa (wspomagana płyta środkowa do szybkiej formy)
Wysokość otwarcia giętarki odnosi się do odległości między górnym a dolnym stołem roboczym. Ponieważ giętarka CNC DA66T ma większą wysokość otworu, rozważ użycie dużego otworu, aby rozszerzyć zakres obróbki. Jak pokazano na rysunku 1, dodanie kolejnej płyty przejściowej do oryginalnej płyty przejściowej może zwiększyć wysokość gięcia bocznego części (do 85 mm), dzięki czemu można przeprowadzić głęboką obróbkę z wyższymi krawędziami gięcia bocznego. Samodzielnie wykonana deska przejściowa może dostosować szerokość deski przejściowej do własnych części wspólnych i jest najbardziej odpowiednia do obróbki części o małej szerokości z wyższymi krawędziami gięcia po obu stronach.

2) Narożnik panelu przedniego
Jak pokazano na rysunku 2, przód maszyny jest wyposażony w narożnik, w którym można umieszczać małe części i skracać czas ich pobierania. Jednocześnie zainstalowany jest mały stół roboczy, aby ułatwić obróbkę i zbieranie drobnych elementów.

W pełni wykorzystaj formę
Zastosowanie giętarki do pras krawędziowych CNC opiera się głównie na formach górnych i dolnych. Jeśli liczba form jest niewielka, a zastosowanie nie jest elastyczne, zakres obróbki obrabiarki będzie znacznie ograniczony. Dlatego też, w ustalonych warunkach, jak zmaksymalizować funkcjonalność istniejącej formy poprzez zoptymalizowaną kombinację i częściową transformację, jest problemem, o którym musi pomyśleć każdy użytkownik obrabiarki. Poniżej znajduje się funkcja rozszerzenia, której używamy, zmieniając formę giętarki CNC Wprowadzenie.
1) Górna końcówka szlifierska matrycy R
Gdy górna matryca jest używana przez długi czas, jej zużycie końcówki będzie się zmieniać nieregularnie. Nie można zagwarantować zmiany wysokości formy i dokładności gięcia. Grube płyty można składać poprzez szlifowanie, korygowanie końcówki R i dopasowanie do większego rowka w kształcie litery V. Wydłuża to żywotność formy.
2) Zmień formy złomu, aby osiągnąć poziomowanie
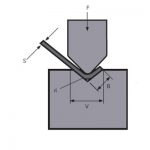
W przypadku braku kompozytowej matrycy do gięcia, rozwiązanie problemu formowania polegającego na dociśnięciu martwej krawędzi jest przykładem. Martwa krawędź to wygięty kształt, w którym dwie warstwy zachodzą na siebie i zwykle służy do wzmocnienia. Generalnie deska powyżej 2 mm prawie nie ma martwych krawędzi prasy. Prasa martwa krawędź musi być uformowana przez złożoną matrycę do gięcia i musi być podzielona na więcej niż dwa procesy do uformowania.
Powszechnie stosowaną metodą jest użycie złożonej matrycy do gięcia, jak pokazano na rysunku 3. W pierwszym kroku materiał jest zaginany do 30°, a w drugim kroku zgięcia pod kątem 30° umieszcza się na przednim końcu złożona forma, a materiał jest składany w martwą krawędź. Ale nie mamy kompozytowej matrycy do gięcia, tylko matrycę do gięcia pod ostrym kątem 30°. Ukończ pierwszy krok kompozytowej matrycy do gięcia z istniejącą formą, a drugi krok może tylko znaleźć inną metodę. W drugim etapie górna i dolna forma są płaskie. Po analizie środkowa część istniejącej dolnej formy z podwójnym v-rowkiem może zostać wykorzystana jako część płaska, a górna forma szuka płaszczyzny. Wyjmij istniejącą złomowaną górną formę i zeszlifuj krawędź noża na płaski styl, rozwiązując w ten sposób problem formowania martwej krawędzi.

Za pomocą tego zestawu zmodyfikowanych form można również spłaszczyć. Podczas rzeczywistej obróbki operatorzy obrabiarek czasami popełniają błędy, w tym gięcia krawędzi lub gięcia wymiarów, które nie są równe. W przypadku, gdy wymagania dotyczące powierzchni części nie są wysokie, szkoda części zeskrobać, tylko po to, aby wybić krawędź gięcia na płasko. Knockout jest bardzo pracochłonny, ale można go łatwo wyrównać za pomocą powyższej kombinacji form. Detale można w łatwy sposób docisnąć ręcznie do formy górnej i dolnej, a następnie rozłożyć je na giętarce CNC.
Umiejętności podczas pracy
1) Umieszczenie matryc do gięcia i materiałów do obróbki
Przy układaniu planu należy wziąć pod uwagę następujące czynniki:
a. Ułóż razem materiały o tej samej grubości;
b. Ułóż razem formy tego samego modelu;
C. Formy o podobnym kształcie są ułożone razem.
Może to skrócić czas i częstotliwość wymiany formy.
2) Pozycjonowanie pod kątem prostym wąskich i małych części
Gdy gięta część jest wąska i długa, nie jest łatwo ją zlokalizować. Podczas obróbki często zdarza się, że pozycjonowanie podecyzyjne, a gięta część jest łatwa do przechylenia. Dlatego przy użyciu metody zastosowanej na rysunku 4 forma jest przyklejana do dolnej formy, aby zapewnić kąt prosty. Podczas gięcia w ten sposób część nie jest łatwa do przechylenia.

3) Gięcie części trójkątnych
Gdy gięte części są wygięte, części o ostrych kątach nie są łatwe do zbliżenia się do tylnej reguły. Ogólnie rzecz biorąc, gdy najmniejszy wymiar L ≤10 mm bezpośrednio z tyłu miarki, należy wziąć pod uwagę urządzenie pozycjonujące. W rzeczywistej pracy łatwo jest zaniedbać projektowanie i proces, a takie problemy często się zdarzają. Podczas obróbki, zgodnie z rozmiarem części, określa się, że pojedynczy element jest wyrównany z matrycą do gięcia, a podwójny element jest wyrównany z podkładem.
4) Dodaj cienką płytkę R
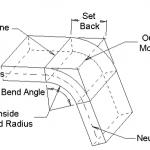
Ze względu na różne potrzeby klientów, wymagana wartość R na krawędzi gięcia jest również inna. W procesie obróbki, w przypadku części, które nie wymagają dużej dokładności wymiarowej, użyj podkładki, aby zwiększyć wartość R, aby po gięciu można było uzyskać wymaganą wartość R. Zgodnie z wymaganiami projektowymi, R odnosi się do relacji między V a wewnętrznym R, aby wybrać grubość płyty i złożyć ją w kształt pokazany na rysunku 5. Podczas użytkowania użyj zacisku, aby zacisnąć górną formę. Ta metoda jest łatwa w użyciu i może być stosowana na wielu warstwach.

5) Ustawienia pojedynczej części i wielu form
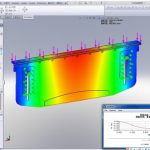
Zhongrui użył jako demonstracji giętarki CNC DA66T z 2 cylindrami hydraulicznymi. Wypróbowałem konfigurację z wieloma formami pokazaną na rysunku 6, to znaczy, że górna i dolna forma tego samego modelu są instalowane w sekcjach jednocześnie, co może zakończyć obróbkę kilku zagięć całej części, skracając czas instalacji formy i wielokrotne obchodzenie się z częściami. Obecnie na rynku pojawiła się górna matryca gnąca o jednakowej wysokości. Wysokość górnej formy jest jednolita, a na tym samym stole można również używać form o różnych kształtach. W ten sposób możliwe jest wykonanie gięcia segmentowego różnych form.

6) Zapisy programowe typowych części
Po przetworzeniu typowych części parametry obróbki powinny być rejestrowane w czasie, a program powinien być przechowywany w obszarze przechowywania giętarki z numerem rysunku części, aby można go było ponownie wykorzystać w przyszłości, znacznie zmniejszając serię przygotowań przed gięciem. Można również utworzyć tabelę zawierającą określone ustawienia nazwy części, numeru rysunku, grafiki, materiału i parametrów gięcia. Stół podzielony jest na płyty stalowe, płyty aluminiowe i płyty ze stali nierdzewnej. Każdy rodzaj wyróżnia się grubością materiału. Czas potrzebny na znalezienie typowych części zostanie skrócony. W połączeniu z kartą procesu jest to bardzo kompletna instrukcja przetwarzania. Nawet nowi pracownicy z niewielkim doświadczeniem mogą postępować zgodnie z monitami dotyczącymi przetwarzania części.
7) Długość formy nie wystarcza do zginania w sekcjach
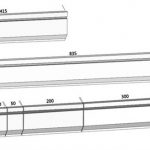
W obróbce na miejscu często zdarza się, że długość formy jest mniejsza niż krawędź gięcia. Ponieważ wiele form specjalnych jest określanych w zależności od zastosowania produktów stałych, metodę gięcia segmentowego stosuje się, gdy długość formy jest mniejsza niż krawędź gięcia. Tam, gdzie długość formy jest zbliżona do krawędzi gięcia, należy oderwać krawędź prostopadle do krawędzi gięcia, a następnie zagiąć w odcinkach krawędź gięcia do wymaganego wymiaru. Rysunek 7a jest lewą połową wygiętej części, a rysunek 7b jest prawą połową wygiętej części.

8) Używanie kołka na tylnym mierniku do pozycji
Gdy rozmiar wygiętej części jest duży i do ustawienia używa się tylnego ogranicznika, części często toną z powodu własnego ciężaru, część ręczna jest krótka, a operator nie jest łatwo utrzymać obrabiany przedmiot. Aby zapewnić wypoziomowanie części, na tylnej linijce musi znajdować się operator, który ręcznie przytrzymuje części w poziomie. Dlatego podczas przetwarzania takich części należy ustawić 2 operatorów. W pracy stwierdzono, że tylny zderzak można obniżyć do określonego rozmiaru, a kołki tylnego zderzaka służą do pozycjonowania, a części są umieszczane poziomo na tylnym zderzaku. To nie tylko zmniejsza liczbę operatorów, ale również skutecznie gwarantuje dokładność obróbki.
9) Gięcie głęboko zamkniętego kształtu
W rzeczywistym przetwarzaniu można elastycznie stosować gięcie w głębokim, zamkniętym kształcie. W przypadku braku matrycy do gięcia głębokiego typu zamkniętego, podczas gięcia części, jak pokazano na rysunku 7, przyjmuje się stan zaciskania pokazany na rysunku 8. Oddziel deskę przejściową, odległość jest nieco większa niż szerokość części, a rozmiar jest przydzielany rozsądnie, a dwie części można zginać na raz.

Przedstawione powyżej metody i techniki przetwarzania mogą rozwiązać problemy przetwarzania dużej liczby podobnych części w produktach i są bardzo odpowiednie do opracowywania produktów o wielu odmianach, małych partiach i krótkich cyklach produkcyjnych. Dzięki tym metodom można nie tylko zaoszczędzić na kosztach oprzyrządowania, ale również skrócić cykl produkcyjny i obróbkowy, obniżyć koszty produkcji i poprawić jakość produktu. Te metody obróbki i umiejętności użytkowania mogą być również stosowane i promowane na giętarkach CNC do pras krawędziowych o podobnej konstrukcji.
Produkty powiązane
 Jak wybrać tonaż hydraulicznej prasy krawędziowej?
Jak wybrać tonaż hydraulicznej prasy krawędziowej?- WILA Wydajne rozwiązanie w zakresie gięcia blach średnich i grubych
- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Konwencjonalna sekwencja gięcia i codzienna specyfikacja formy do gięcia
- Dlaczego warto dodać system kompensacyjny do maszyny do gięcia na prasie krawędziowej?
- Zasada działania i skład giętarki do pras krawędziowych CNC
- Chiny Formy do gięcia pras krawędziowych
- Jak obliczyć naddatek na gięcie dla prasy krawędziowej?
- Co to jest ukoronowanie prasy krawędziowej?
- 2021 Ultimate Guide of Metal Brake Machine