1. Zrozumienie procesu gięcia: proste fakty

Naddatek na zgięcie = Kąt * (T/ 180)*(Promień + współczynnik K *Grubość)Kompensacja na zgięcie = Naddatek na zgięcie-(2 * Cofnięcie)
Tylna strona wewnętrzna = piaskowa (Kąt / 2) *Promień Tylna strona zewnętrzna = piaskowa (Kąt / 2)*(Promień + Grubość)

1) Promień uzyskany na giętej części wpływa na długość na jaką musimy przyciąć tę część (przed gięciem).
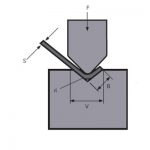
2) Promień uzyskany podczas gięcia zależy w 99% od wybranego przez nas otworu V.
Przed zaprojektowaniem części, a na pewno przed rozpoczęciem wycinania wykrojów, MUSIMY wiedzieć DOKŁADNIE, jakiego otworu V użyjemy do wygięcia części na prasie krawędziowej.

2. Jak promień wpływa na półfabrykaty
większy promień „wypchnie” nogi naszej części na zewnątrz, sprawiając wrażenie, że blank był cięty „za długo”.
mniejszy promień będzie wymagał półfabrykatu, który należy wyciąć „nieco dłużej”, niż gdyby promień był większy.

3. Naddatek na zginanie

Rozłożone półfabrykaty z powyższego rysunku zostałyby obliczone w następujący sposób:
B = 150 + 100 + 60 + BA1 + BA2
Jak obliczyć BA1 i BA2:
Obliczanie naddatku na zginanie
Część, którą musimy zmniejszyć z obu nóg po nałożeniu się na siebie, stając się płaską, jest tym, co powszechnie znamy jako „naddatek na zgięcie” (lub BA w równaniu).

Formuła naddatku na zginanie
Formuła BA do zgięć do 90°

Formuła BA dla zgięć od 91° do 165°

iR = promień wewnętrzny
S=grubość
Β = kąt
Π = 3,14159265….
K = współczynnik K
współczynnik K
Podczas gięcia na prasie krawędziowej wewnętrzna część blachy jest ściskana, natomiast część zewnętrzna jest rozciągana.
Oznacza to, że istnieje część arkusza, w której włókna nie są ani ściśnięte, ani rozciągnięte. Nazywamy tę część „oś neutralną”.

Odległość od wewnętrznej strony zakrętu do osi neutralnej nazywamy współczynnikiem K.
Ta wartość pochodzi z kupowanego przez nas materiału i nie można jej zmienić.
Ta wartość jest wyrażona w ułamkach. Im mniejszy współczynnik K, tym bliżej osi neutralnej będzie wewnętrzny promień arkusza.

Współczynnik K = dostrajanie
Współczynnik K wpływa na nasz rozłożony blank. Nie tak bardzo jak promień części, ale możemy myśleć o tym jako o obliczeniach dostrajających dla półfabrykatów.
im mniejszy współczynnik K, tym więcej materiału jest rozciągane, a zatem „wypychane”…. co oznacza, że nasza noga stanie się „większa”.
Szacowanie współczynnika K
W większości przypadków możemy oszacować i dostosować współczynnik K podczas dostrajania naszych ślepych obliczeń.
wystarczy wykonać kilka testów (na wybranym otworze V) i zmierzyć promień części.
Jeśli potrzebujesz określić dokładniejszy współczynnik K, poniżej znajduje się obliczenie do określenia dokładnego współczynnika K dla Twojego zgięcia.

Współczynnik K: formuła

Rozwiązywanie przykładu:
B = 150 + 100 + 60 +BA1 + BA2
estymacja współczynnika K
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Oba zagięcia mają 90° lub mniej:

co znaczy:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
W związku z tym:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 mm
Produkty powiązane
 Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?
Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?- Co to jest ukoronowanie prasy krawędziowej?
- Jak wybrać tonaż hydraulicznej prasy krawędziowej?
- Targi Kantońskie
- WILA Wydajne rozwiązanie w zakresie gięcia blach średnich i grubych
- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Konwencjonalna sekwencja gięcia i codzienna specyfikacja formy do gięcia
- Dlaczego warto dodać system kompensacyjny do maszyny do gięcia na prasie krawędziowej?
- Wykorzystaj umiejętności giętarki CNC
- Obliczanie siły gięcia podczas swobodnego gięcia giętarki do blach