Konwencjonalna sekwencja gięcia
1. Najpierw krótki bok i najpierw długi bok: Ogólnie rzecz biorąc, gdy wszystkie cztery boki są wygięte, składanie najpierw krótkiego boku, a następnie długiego boku jest korzystne dla obróbki przedmiotu obrabianego i montażu formy do gięcia.
2. Najpierw na obwodzie, a potem na środku: W normalnych warunkach zwykle zaczyna się od obrzeża przedmiotu obrabianego i składa się w kierunku środka przedmiotu obrabianego.
3. Najpierw częściowe, potem całe: Jeśli wewnątrz lub na zewnątrz przedmiotu obrabianego znajdują się struktury, które różnią się od innych struktur gięcia, zazwyczaj te struktury są wyginane najpierw, a następnie inne części.
4. Rozważ sytuację interferencji i rozsądnie ustaw kolejność gięcia: sekwencja gięcia nie jest statyczna, a sekwencja obróbki powinna być odpowiednio dostosowana do kształtu gięcia lub przeszkód na obrabianym przedmiocie.

Codzienna specyfikacja użytkowania formy do gięcia
1. Włącz zasilanie giętarki do pras krawędziowych, przekręć kluczyk, naciśnij pompę olejową, aby uruchomić, pompa olejowa giętarki zacznie się obracać, a maszyna jeszcze nie zaczęła działać.
2. Regulacja skoku wymaga uruchomienia próbnego po oficjalnym uruchomieniu formy giętarki. Gdy górna matryca giętarki opada na dół, musi istnieć szczelina grubości blachy. W przeciwnym razie spowoduje to uszkodzenie formy i maszyny. Regulacja skoku ma również elektryczną szybką regulację i ręczną precyzyjną regulację.
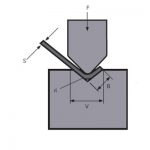
3. W celu doboru wycięcia formy giętarki wybiera się na ogół wycięcie równe 8-krotności grubości płyty. Jeśli zginasz arkusz 4 mm, musisz wybrać szczelinę około 32.

4. Sprawdź zakładkę i twardość górnej i dolnej formy giętarki; sprawdzić, czy urządzenia pozycjonujące spełniają wymagania przetwarzania. Często sprawdzaj nakładanie się górnej i dolnej formy; czy instrukcje manometru są zgodne z przepisami.
5. Gdy arkusz jest zgięty, należy go zagęścić, aby zapobiec podnoszeniu się arkusza i zranieniu operatora podczas gięcia.
6. Na czas regulacji matrycy blaszanej należy odciąć zasilanie, a operację zatrzymać.
7. Podczas zmiany otworu dolnej matrycy giętarki o zmiennej geometrii, żaden materiał nie może stykać się z dolną matrycą.
8. Zabrania się używania wykrojników giętarek do gięcia zbyt grubych płyt żelaznych lub hartowanych, wysokogatunkowych stali stopowych, stali kwadratowych i blach, które przekraczają wydajność giętarki do blach, aby uniknąć uszkodzenia obrabiarki .
9. Wyłącz giętarkę i umieść drewniane klocki na dolnych formach pod cylindrami po obu stronach, aby opuścić górną płytę ślizgową na drewniane klocki. Najpierw wyjdź z programu sterowania, a następnie odłącz zasilanie.

Produkty powiązane
 Zasady bezpiecznej obsługi prasy hydraulicznej
Zasady bezpiecznej obsługi prasy hydraulicznej- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Wykorzystaj umiejętności giętarki CNC
- WILA Wydajne rozwiązanie w zakresie gięcia blach średnich i grubych
- Jak wybrać tonaż hydraulicznej prasy krawędziowej?
- Typowe usterki i metoda rozwiązywania problemów dla czterokolumnowej prasy hydraulicznej
- Naprawa typowych awarii nożyc hydraulicznych i konserwacja układu obiegu olejowego
- Dlaczego warto dodać system kompensacyjny do maszyny do gięcia na prasie krawędziowej?
- Co to jest ukoronowanie prasy krawędziowej?
- Jak obliczyć naddatek na gięcie dla prasy krawędziowej?