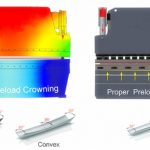
Giętarka CNC jest ważnym urządzeniem w obróbce blach, a jej dokładność pracy bezpośrednio wpływa na dokładność gięcia przedmiotu obrabianego. W procesie gięcia przedmiotu obrabianego prasa krawędziowa poddawana jest największej sile na obu końcach suwaka, a siła reakcji podczas gięcia płyty powoduje odkształcenia wklęsłe na dolnej powierzchni suwaka. Odkształcenie środkowej części suwaka jest największe, a końcowy kąt gięcia przedmiotu obrabianego Rozmiar zmienia się na całej długości.
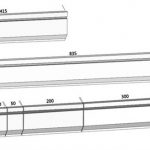
Stół warsztatowy – odkształcenie przy pełnym obciążeniu


W celu wyeliminowania niekorzystnych skutków spowodowanych odkształceniem suwaka konieczne jest skompensowanie odkształcenia ugięcia suwaka. Typowe metody kompensacji obejmują kompensację hydrauliczną i kompensację mechaniczną, które powodują, że środek stołu roboczego powoduje sprężyste odkształcenie skierowane w górę w celu kompensacji. Odkształcenie prowadnicy obrabiarki zapewnia dokładność powierzchni połączenia obróbki i poprawia dokładność obrabianego przedmiotu.


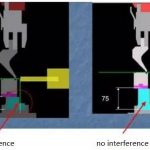
Wykres analizy współczynnika bezpieczeństwa pleśni

Dwie metody kompensacji
1. Kompensacja hydrauliczna
Hydrauliczny automatyczny mechanizm kompensacji ugięcia stołu warsztatowego składa się z grupy cylindrów olejowych zainstalowanych w dolnym stole warsztatowym. Położenie i rozmiar każdego cylindra kompensacyjnego są projektowane zgodnie z krzywą kompensacji ugięcia suwaka i analizą elementów skończonych w stole warsztatowym. Kompensacja hydrauliczna jest kompensacją wybrzuszenia w wersji neutralnej, która jest realizowana poprzez względne przesunięcie między trzema pionowymi płytami przednią, środkową i tylną. Zasada polega na realizacji wybrzuszenia poprzez elastyczne odkształcenie samej płyty stalowej, dzięki czemu wielkość kompensacji można regulować w zakresie sprężystości stołu roboczego.

2. Kompensacja mechaniczna
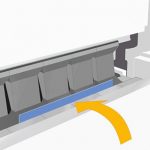
Kompensacja mechaniczna składa się z zestawu wystających ukośnych klinów o nachylonych powierzchniach, a każdy wystający klin jest zaprojektowany zgodnie z krzywą ugięcia suwaka i stołu roboczego w oparciu o analizę elementów skończonych. System sterowania numerycznego oblicza wymaganą wielkość kompensacji w zależności od siły obciążenia przy zginaniu przedmiotu obrabianego (siła ta spowoduje ugięcie i odkształcenie suwaka oraz płyty pionowej stołu roboczego) i automatycznie kontroluje względny ruch wypukłych klinów, aby skutecznie skompensować odkształcenie ugięcia wytwarzane przez blok ślizgowy, a pionowa płyta stołu roboczego może uzyskać idealny przedmiot do gięcia. Mechaniczna kompensacja ugięcia jest realizowana poprzez kontrolowanie położenia w celu uzyskania „wstępnego zderzenia”. Zestaw klinów tworzy linię w kierunku długości stołu roboczego. Krzywa z tym samym ugięciem sprawia, że szczelina między górną i dolną formą jest spójna podczas gięcia, zapewniając ten sam kąt gięcia przedmiotu obrabianego w kierunku długości.


Produkty powiązane
 Typowe awarie mechaniczne i konserwacja giętarek do pras krawędziowych
Typowe awarie mechaniczne i konserwacja giętarek do pras krawędziowych- Chiny Formy do gięcia pras krawędziowych
- 4 kroki, aby poznać system E21 giętarki do blachy CNC
- Co to jest ukoronowanie prasy krawędziowej?
- Jak wybrać tonaż hydraulicznej prasy krawędziowej?
- Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?
- Jak wykonać kompensację ugięcia giętarki do blachy CNC?
- Wykorzystaj umiejętności giętarki CNC
- Ile rodzajów prasy hydraulicznej?
- Jak wybrać odpowiednią hydrauliczną prasę krawędziową CNC?