Krótko przedstaw proces produkcji zlewozmywaka ze stali nierdzewnej. Produkcja zlewozmywaków ze stali nierdzewnej obejmuje na ogół dobór surowców, procesy produkcyjne, obróbkę powierzchni itp. Generalnie wymagane są te trzy etapy, z których najważniejszy jest dobór surowców oraz procesy produkcji i obróbki.
Wybór surowców
Obecnie materiałami ze stali nierdzewnej powszechnie stosowanymi przez krajowych producentów zlewozmywaków ze stali nierdzewnej są płyty ze stali nierdzewnej o grubości 0,8-1,0 mm, które są najbardziej odpowiednie do produkcji zlewozmywaków. Zbyt cienka płyta wpłynie na żywotność i wytrzymałość zlewu. Jeśli talerz jest zbyt gruby, łatwo uszkodzić umytą zastawę stołową.

Proces produkcji
Istnieją dwa główne procesy obróbki umywalek ze stali nierdzewnej: spawanie i jednorazowe formowanie.
1. Metoda spawania
Metoda spawania polega na oddzielnym wykrawaniu powierzchni rowka i korpusu rowka, a następnie połączeniu ich przez spawanie oraz wypełnianiu i polerowaniu powierzchni spoiny. Generalnie na wyglądzie frontu nie ma śladów spawania. Ta metoda produkcji i przetwarzania jest prosta w procesie i może być osiągnięta za pomocą małych urządzeń prasujących i prostych form. Generalnie stosuje się płyty ze stali nierdzewnej o grubości 0,5-0,7 mm. Ta metoda przetwarzania ma mniejsze straty podczas procesu produkcyjnego, a koszt jest stosunkowo niski. Dlatego cena zlewozmywaka ze stali nierdzewnej produkowanego tą metodą jest stosunkowo niska. Teraz tak długo, jak jest to produkt od zwykłego producenta, proces zgrzewania jest zgrzewany metodą zgrzewania falowo-oporowego z kontrolą numeryczną, a jakość przechodzi. Istnieją dwa sposoby:
1) Pierwszym z nich jest spawanie otaczające basen i panel, zwane również spawaniem szwowym (spawanie dolne).
Jej zaletą jest piękny wygląd. Po rygorystycznej obróbce nie jest łatwo znaleźć spawy, a powierzchnia zlewu jest płaska i gładka. Wadą jest to, że niektórzy konsumenci wątpią w jego solidność. W rzeczywistości obecna technologia spawania obejmuje głównie spawanie łukiem krytym i najbardziej zaawansowane spawanie oporowe z kontrolą numeryczną, a jakość przeszła. Wadą tej metody spawania jest zbyt duże zużycie materiału i konieczność przebicia dwóch stalowych płyt.
2) Drugim jest zgrzewanie doczołowe dwóch pojedynczych basenów w jeden, zwane również zgrzewaniem doczołowym.
Zaletą jest to, że umywalka i panel są integralnie rozciągnięte i uformowane, co jest mocne i trwałe. Wadą jest to, że ślady spawania są dobrze widoczne, a płaskość jest nieco gorsza. W rzeczywistości niektóre tak zwane jednostopniowe zlewozmywaki dwuzbiornikowe nie są wycinane z jednego kawałka materiału, ale są zgrzewane na miarę przez dwie pojedyncze umywalki. Kupując go można zwrócić uwagę na złącze lutownicze znajdujące się pośrodku dwóch zlewów, które widać od tyłu. Jeden talerz jest dziurkowany w dwóch zlewach. Na świecie nie ma takiej technologii. Najtrudniejszą rzeczą do zrobienia w przypadku donicy zgrzewanej doczołowo jest zapewnienie płaskiej powierzchni doniczki. Jeśli można to zagwarantować, to jest to naprawdę najlepszy sposób. Ponieważ wykorzystuje ten sam materiał, co ogólne rozciąganie, może również rozwiązać problem rozciągania połączonego rozciągania.
Jakość spawania zlewozmywaka jest najważniejszym czynnikiem wpływającym na żywotność zlewozmywaka. Dobre spawanie może zapobiec rdzewieniu i rozlutowaniu. Spawanie powinno być gładkie, gładkie, szczelne, wolne od fałszywych spawów, plam rdzy i zadziorów. Wszystkie umywalki podwójne, których głębokość przekracza 18 cm, są spawane. Ponieważ zbiornik dwukomorowy jest rozciągany jednocześnie o ponad 18 cm (głębokość zbiornika, a nie całkowita wysokość zbiornika i bok zbiornika)), jest to graniczna głębokość technologii obróbki.
2. Jednorazowa metoda integralnego rozciągania formowania (stosowana głównie do pojedynczego rowka)
Ta metoda obróbki zlewozmywaków ze stali nierdzewnej jest wykonana z całego arkusza materiału, co wymaga stosunkowo wysokiego sprzętu do obróbki i form. Ponieważ jednorazowe formowanie wymaga wysokiej jakości i ciągliwości blachy, jest ona na ogół wykrawana blachą ze stali nierdzewnej o grubości 0,8-1 mm. Używaj integralnych form i importowanego sprzętu do wykrawania. Ze względu na duże straty przy cięciu krawędzi arkusza przy produkcji metodą formowania jednokrotnego oraz duże inwestycje w formy i sprzęt, koszt jest wysoki. Dlatego zlewozmywak ze stali nierdzewnej wyprodukowany tą metodą jest droższy.
Jednorazowy proces produkcji formowania jest bardzo popularny, a jego proces produkcyjny jest trudny. Ten rodzaj technologii produkcji jest bardzo wymagający, a proces formowania jednego kawałka jest procesem szczególnie ważnym, wymagającym wysokiej jakości blachy stalowej. Rozwiązał problem nieszczelności spowodowany spawaniem korpusu basenu, ponieważ spoina nie jest w stanie wytrzymać korozji różnych cieczy chemicznych (takich jak detergent, środek do czyszczenia stali nierdzewnej itp.). Ale jest wiele niedociągnięć w spłukiwaniu talerza do zlewu, takich jak:
1) Całkowita grubość uformowanego zlewu jest nierówna, stosunkowo cienka, przeważnie około 0,7 mm. Ta technologia nie została do tej pory przezwyciężona, dno zlewu jest zbyt cienkie, a lepsza grubość zlewu powinna wynosić 0,8-1,0 mm.
2) Zlew nie może być zbyt głęboki. Ponieważ jest za głęboka, ścianka zlewu będzie za cienka i pęknięta, a zbyt płytka woda będzie się łatwo rozpryskiwać, co jest kłopotliwe w użytkowaniu.
3) Zbiorniki na wodę do rozciągania na ogół wymagają wyżarzania w wysokiej temperaturze, zwykle w temperaturze powyżej 1200 stopni. Po takim zabiegu sztywność zbiornika na wodę jest naturalnie osłabiona, a twardość zbiornika na wodę jest zdecydowanie zagrożona.
4) Jeśli chodzi o obróbkę krawędzi, ogólnie rozciągnięty basen jest na ogół jednowarstwowy. Z jednej strony bardzo możliwe jest skaleczenie rąk instalatora. Najważniejsze jest to, że nie ma „żebra wzmacniającego” i waga nie jest wystarczająco dobra. Jednocześnie trudno jest osiągnąć efekt uszczelnienia wody.
5) Całkowity elastyczny panel jest trudny do płaskiego.
6) Koszt jest zbyt wysoki. Ze względu na niezwykle wysokie wymagania dotyczące materiałów i procesów, koszt pojedynczego zbiornika jest praktycznie zwiększony.
Zaletą jednorazowego zlewu formującego jest to, że materiał jest lepszy niż spawany basen, proces jest skomplikowany, a obróbka trudna. Proces spawania zlewu jest prosty, a płyta nie jest dobrze uformowana jednorazowo, ale cena względna jest nieco tańsza, a grubość dolnej płyty jest również grubsza niż w przypadku jednorazowego formowania. Mówiąc najprościej, nie ma różnicy w użytkowaniu między zlewem spawanym a zlewem jednoczęściowym. Jednak ze względów technologicznych zintegrowany zlew ze stali nierdzewnej nie może być zbyt głęboki i występuje problem rozpryskiwania się wody. Najważniejszą zaletą zintegrowanego zlewozmywaka jest to, że nie będzie on powodował problemów z przeciekaniem, ponieważ szczelina spawalnicza umywalki nie jest korodowana przez różne płyny chemiczne (takie jak detergenty, środki do czyszczenia stali nierdzewnej itp.). Ale ta zaleta nie ma już żadnych zalet ze względu na długi okres gwarancji.
Obróbka powierzchniowa
Obecnie istnieją cztery rodzaje procesów obróbki powierzchni dla zlewozmywaków ze stali nierdzewnej: jeden to matowanie (szczotkowanie), drugi to piaskowanie (powierzchnia matowo-srebrna), trzeci to polerowanie (lustro), a czwarty to tłoczenie.
1. Lukier (ciągnienie drutu)
Obecnie najczęściej stosowanym procesem obróbki powierzchni w przemyśle obróbki zlewów ze stali nierdzewnej jest lukier (ciągnienie drutu). Niektórzy producenci wykonują proces lukierowania dość prosty, a koszt jest również niski. Po prostu użyj tarczy szlifierskiej do polerowania. Tacy klienci nie mają bardzo wysokich wymagań co do powierzchni materiału. Po kilkukrotnym polerowaniu eliminowany jest niewielki defekt powierzchni.
Obecnie niektóre jednostki dystrybucyjne ze stali nierdzewnej w Wuxi i Zhejiang wprowadziły sprzęt do mielenia całych rolek oleju, co podnosi próg dla przedsiębiorstw zajmujących się przetwarzaniem zlewów ze stali nierdzewnej. Trzeba zwrócić większą uwagę na jakość powierzchni produktu. Oczywiście frezowanie olejowe całego walca jest również testem jakości powierzchni materiału, w tym stylu obróbki powierzchni wymaganej przez klienta, kierunku tekstury itp. Wady, które łatwo pojawiają się w tej obróbce proces to pasmo różnicy kolorów, wzór wibracji oraz wgłębienie i głębokość wzoru spowodowane wyłączeniem lub zmianą taśmy podczas przetwarzania.
2. Piaskowanie (powierzchnia matowa perłowa srebrna)
Efekt zlewozmywaka ze stali nierdzewnej po piaskowaniu to perłowy mat. Jego zaletą jest to, że nie klei się do oleju i jest bardzo piękny. Ten proces obróbki powierzchni jest bardzo popularny i modny w Europie. W obróbce powierzchni niektórych urządzeń gospodarstwa domowego prawie wszyscy producenci eksportowi stosują ten styl obróbki. Piaskowanie polega głównie na śrutowaniu szklanych kulek, a następnie chemicznej obróbce powierzchni.
3. Polerowanie (lustro)
Polerowanie (lustro) jest szeroko stosowanym sposobem obróbki powierzchni na początku. Jednak niezależnie od tego, czy na początku opierało się na polerowaniu ręcznym, czy później na polerowaniu mechanicznym, było to dążenie do uzyskania gładkiej i odbijającej światło powierzchni. Im bardziej płaska powierzchnia, tym wyższy stopień odbicia. Polerowanie stawia wysokie wymagania samemu materiałowi, a jakość powierzchni jest trudna do kontrolowania podczas obróbki, a także najłatwiejsza do zarysowania. A po długim czasie efekt lustra zniknął.
4. Tłoczenie
Wytłoczony fason wykonany jest z tłoczonego materiału. W krajowych hutach tego materiału nie ma zapasów, a technologia produkcji tego materiału nie jest dostępna dla wszystkich hut, więc jego koszt jest stosunkowo wysoki. Tłoczony materiał jest bardzo odporny na zużycie. Osobiście uważam, że jeśli popularność tego materiału może być równie popularna, jak innych materiałów obrobionych powierzchniowo, to również zostanie dostrzeżony przez rynek.

Specyficzny proces formowania zlewu ze stali nierdzewnej
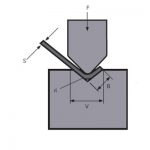
1. Formowanie rozciągliwe
1) Maszyna: generalnie używaj prasy hydraulicznej o większym tonażu (200T) lub większej, aby rozciągnąć płytę.
2) Forma: Kąt nie powinien być zbyt prosty, zazwyczaj bezpośrednio powyżej φ10, konstrukcja powinna być rozsądna.
3) Materiał: Zasadniczo grubość płyty musi mieścić się w zakresie 0,8-1,0 mm. Jeśli przekroczy ten zakres, nawet prasa hydrauliczna 500T będzie słaba.
4) Obróbka cieplna: Całkowity rozciągnięty zbiornik wody na ogół wymaga obróbki wyżarzania w wysokiej temperaturze, zwykle w temperaturze powyżej 1200 stopni, w celu wyeliminowania naprężeń wewnętrznych po rozciąganiu.
5) Obróbka powierzchni: ciągnienie drutu, polerowanie, polerowanie (na ogół gładkie).
6) Proces: Po dodaniu oleju do rysowania do matrycy płytkę można gładko rozciągnąć, wyżarzać po uformowaniu i obrabiać powierzchnię.
2. Formowanie ręczne
1) Maszyna: generalnie używaj prasy krawędziowej, prasy hydraulicznej do formowania i spawarki argonowej do spawania.
2) Osprzęt: uchwyty do gięcia, formy do pras hydraulicznych.
3) Materiał: Ponieważ proces przyjmuje gięcie, grubość płyty nie jest ograniczona, a rozsądna grubość jest ogólnie przyjmowana zgodnie z ekonomią.
4) Spawanie: W zależności od grubości materiału można wybrać różne prądy spawania, na przykład prąd spawania poniżej 220 A jest używany dla 1,2 mm.
5) Obróbka powierzchni: ciągnienie drutu, polerowanie, polerowanie (na ogół gładkie).
6) Proces: Zasadniczo arkusz jest najpierw wyginany i formowany, a następnie szwy boczne są spawane jak pudełko origami, a na końcu wykonuje się obróbkę powierzchni.
Produkty powiązane
 Dołącz do nas, aby robić WIELKI BIZNES!
Dołącz do nas, aby robić WIELKI BIZNES!- Jak obsługiwać nożyce gilotynowe?
- WILA Wydajne rozwiązanie w zakresie gięcia blach średnich i grubych
- Jak wybrać odpowiednią matrycę prasy krawędziowej do gięcia?
- Z czego wykonane są matryce do pras krawędziowych? Co to jest oprzyrządowanie do pras krawędziowych?
- Konwencjonalna sekwencja gięcia i codzienna specyfikacja formy do gięcia
- Targi Kantońskie
- Hydrauliczne nożyce gilotynowe QC11Y 12x6000mm zostały dostarczone do Argentyny
- Top 10 producentów nożyc gilotynowych
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet